
- Co może być potrzebne do lutowania?
- Środki bezpieczeństwa
- Przygotowanie
- Technika lutowania drutu lutowniczego
- Stopniowa metoda lutowania komponentów radiowych do płyty
- Możliwe problemy z lutowaniem
- Wniosek
- Samouczki wideo dotyczące lutowania
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Przy montażu różnych urządzeń elektrotechnicznych i radiotechnicznych popularne jest lutowanie. Zapewnia przewodzące elektrycznie połączenie miedzianych przewodów i innych wyrobów miedzianych ze sobą, z elementami obwodów elektrycznych i innych części metalowych wykonanych z czystej miedzi i stopów miedzi, jak również do lutowania aluminium. Lutowanie jest proste, bardzo elastyczne, pozwala uzyskać niską oporność przejściową podłączonych komponentów.
Istotą technologii lutowania jest podgrzanie strefy kontaktu poprzez jej późniejsze zalanie płynnym lutem o niskiej temperaturze topnienia. Po ochłodzeniu stop zapewnia kontakt elektryczny. Przed lutowaniem drutów zazwyczaj konieczna jest dodatkowa obróbka łączonych powierzchni (najczęściej tzw. Cynowanie drutów), co gwarantuje długotrwałą stabilność.
W przypadku braku drgań i obciążeń udarowych dla małych części, uzyskuje się dobrą wytrzymałość połączenia. We wszystkich innych przypadkach lutowane z dodatkowym mocowaniem.
Co może być potrzebne do lutowania?
Lutowanie wymaga źródła ciepła. Można go lutować za pomocą otwartego płomienia, spirali elektrycznej, a także wiązki laserowej. Ten ostatni pozwala na lutowanie nawet z czystym metalem. Domy wykorzystują głównie elektryczną lutownicę. Jest przeznaczony dla:
- instalacja i naprawa różnych układów elektronicznych;
- projektowanie i naprawa sprzętu elektrycznego;
- cynowanie z warstwą lutu z różnych produktów metalowych.
Lutownica
Lutowane przez ręczną lutownicę, która służy do:
- ogrzewanie podłączonych elementów;
- ogrzewanie lutowia do jego przejścia do stanu ciekłego;
- nakładanie ciekłego lutowia na połączone elementy.
Lutownica przedstawiona na rysunku 1 zawiera:
- ocieplone folią mikową lub spiralną grzałką z włókna szklanego z drutu nichromowego;
- żądło miedziane, które znajduje się wewnątrz spirali;
- plastikowy lub drewniany uchwyt;
- obudowa do pomieszczenia grota lutowniczego i spirali.

Połączenie z siecią elektryczną jest wykonane za pomocą kabla o długości około 1 m, który opuszcza tył uchwytu przez ogranicznik promienia gięcia.
Drewniana lub plastikowa rączka ma kształt prostego uchwytu. Obwody elektroniczne są lutowane za pomocą produktów o niskiej mocy wyposażonych w uchwyty pistoletowe z przyciskiem spustowym, aby szybko podgrzać końcówkę. Jeden z wariantów takiego narzędzia pokazano na rysunku 2.

Lutownice domowe przeznaczone są do podłączenia do napięcia sieciowego 12 i 220 V.
Lutownice 220 V ze względów bezpieczeństwa elektrycznego muszą być wyposażone w 3-pinową wtyczkę zapewniającą niezawodne uziemienie. W przypadku technologii 12-woltowej wystarczy zwykła 2-pinowa wtyczka płaska.
Lutować
Lut - stop cynowo-ołowiowy, możliwe są inne dodatki metalowe. Lut ma postać rury lub drutu o różnej średnicy. Rurowe lutowie jest wypełnione wewnątrz kalafonią, wygodniej jest lutować z nim.
Ołów wprowadza się do stopu w celu zmniejszenia kosztów. Jego specyficzna treść jest inna, co bezpośrednio przekłada się na markę. Na przykład POS-61 (bardzo popularny treacher) oznacza:
- P - lutowie;
- OS - ołów cynowy;
- 61 - z 61 procentową zawartością cyny.
W życiu codziennym lutowane są stopami o obniżonej zawartości cyny, wskazane jest cynowanie naczyń w składzie POS-90.
Ponadto są lutowane miękkimi i twardymi lutami. Miękkie związki mają temperaturę topnienia mniejszą niż 450, reszta należy do ciała stałego. Temperatura topnienia lutu POS-61 wynosi 190–192 ° C Ze względu na trudności z ogrzewaniem, lutowanie w wysokiej temperaturze z użyciem lutowia nie jest wykonywane za pomocą narzędzia elektrycznego.
Kompozycje z dodatkiem niskotopliwych metali: aluminium i kadmu - aluminium lutowane. Ze względu na zwiększoną toksyczność lutowanie z ich pomocą jest możliwe tylko w przypadku braku alternatywy.
Topnik
Muszą być lutowane strumieniem - komponentem pomocniczym, który zapewnia:
- rozpuszczanie warstw tlenkowych na powierzchni łączonych części;
- dobra przyczepność do nich stopu lutowniczego;
- poprawa warunków rozprzestrzeniania się stopu na powierzchni cienką warstwą.
Zwykle w tej jakości stosuje się kalafonię, a także kompozycje oparte na mieszaninie z alkoholem, gliceryną i cynkiem. Kalafonia ma temperaturę mięknienia nieco powyżej 50 ° C, wrze w 200 ° C Chemicznie kalafonia jest dość agresywna w stosunku do metali i jest higroskopijna, gdy nasycona wilgocią szybko zwiększa przewodność. W zależności od dodatków i ich stężenia wykazuje właściwości neutralnych lub aktywnych topników.

Topnik kalafoniowy jest sprzedawany w postaci proszku, kawałków lub roztworu kalafonii.
Srebro, stal nierdzewna i niektóre inne metale mogą być lutowane tylko za pomocą specjalnych topników (znanych jako topniki kwasowe lub kwasy lutownicze).
Niektórzy instalatorzy, którzy lutują przewody, podgrzewają tabletkę aspiryny, której opary działają jak strumień, w celu poprawy jakości usługi.
Pasta lutownicza
Pasta lutownicza to kompozycja lutowia i topnika. Jest lutowany w trudno dostępnych miejscach, a także podczas instalacji bezołowiowych elementów elektronicznych. Kompozycję nakłada się na komponent, który następnie po prostu ogrzewa się żądłem.
Wklej można wykonać niezależnie. Aby to zrobić, opiłki cyny są mieszane ze strumieniem cieczy do konsystencji żelowej. Przechowuj pastę w zapieczętowanym opakowaniu, okres trwałości spowodowany utlenianiem cyny nie przekracza sześciu miesięcy.
Stojak na lutownicę
Lutowane są końcówką podgrzaną do wysokiej temperatury, dlatego podczas przerwy narzędzie pozostaje na stojaku. W przypadku mocnych lutownic wykonuje się je za pomocą dwóch podpór: z tyłu uchwytu, z przodu obudowy. Podpory są montowane na podstawie ze sklejki, która służy do:
- puszka instalacyjna z kalafonią;
- przechowywanie drutu lutowniczego (przykład pokazano na rysunku 3);
- czyszczenie żądła.
Rysunek 3 pokazuje, że stojak nie wymaga rzadkich materiałów, można go wykonać ręcznie.

W przypadku urządzeń o małej mocy często stosuje się uchwyt w kształcie stożka (konwencjonalny lub spiralny, jak również pokazano na rysunku 3), w którym narzędzie jest wkładane z żądłem.
Starsze modele stojaków dostarczają regulator temperatury pracy, wyświetlacz LCD do wskazywania temperatury końcówki, Rysunek 4. Takie narzędzie lutownicze jest często nazywane stacją lutowniczą.

Oplot do lutowania
Z oplotem lutowanym w przypadkach, gdy konieczne jest usunięcie lutowia z płytki drukowanej podczas demontażu części. Jest to gęsta siatka cienkich miedzianych drutów pokrytych topnikiem.
Zasada działania opiera się na efekcie powierzchniowym: siatka „absorbuje” lutowie stopione na płytce drukowanej z powodu sił kapilarnych.
Zazwyczaj szerokość oplotu wynosi około 5 mm, dostawa jest zwijana w obudowie o średnicy około 5 cm.
Funkcje usuwania lutowia mogą być wykonywane przez zewnętrzną osłonę starego elastycznego kabla koncentrycznego.
Środki bezpieczeństwa
Zgodność z przepisami bezpieczeństwa:
- promuje ochronę przed oparzeniami termicznymi;
- zapobiega wystąpieniu pożaru;
- chroni przed porażeniem prądem.
Zanim zaczniesz lutować, upewnij się, że kabel zasilający działa. Żądanie nie powinno dotyczyć okazji, a także innych przedmiotów. Lutownicę należy zawsze umieszczać na stojaku. Nie wolno dotykać jego ciała, możesz wziąć narzędzie tylko za uchwyt.
Przygotowanie
Miejsce pracy
Zawsze lutują się w normalnym oświetleniu ogólnym (nie gorszym niż 500 luksów), a jeśli to konieczne, tworzą bardziej komfortowe środowisko, wykorzystują źródło lokalnego oświetlenia.
Należy zachować ostrożność, aby zapewnić dobrą wentylację. Najlepsze wyniki uzyskuje się przez spaliny, w przypadku ich braku lutują się sporadycznie, aby przewietrzyć pomieszczenie z oparów kalafonii (co godzinę podczas intensywnej pracy).
Wybór mocy lutownicy
Lutownice lutownicze o różnych pojemnościach. Zwykle przyjmuje się, że:
- lutownice o niskiej mocy (20 - 50 W) są wygodne do pracy z elektroniką, umożliwiają lutowanie cienkich drutów;
- 100-watowe miedziane warstwy lutownicze o grubości nieprzekraczającej 1 mm;
- 200 W i więcej pozwala na lutowanie tak masywnych części, które początkowo wymagają użycia lutownic o dużej mocy.
Moc urządzenia jest łatwa do oceny wizualnej: lutownica o mocy 50 W jest nieco większa niż pióro wieczne, a lutownica o mocy 200 W ma całkowitą długość około 35-40 cm.
Lutownica do pracy
Przed pierwszym włączeniem usuń resztki smaru z obudowy. Wypalenie powoduje dym i nieprzyjemny zapach. Dlatego dołącz lutownicę przez przedłużacz, wystawiając ją na ulicę przez okno na kwadrans.
Następnie końcówka lutownicy jest młotkowana: uszczelnienie miedzi zwiększa żywotność. Końcówka żądła ma kształt:
- pod kątem lub na plasterku - do pracy na miejscu (przykład pokazano na rysunku 5);
- jak nóż - przy tym żądle jednocześnie lutują kilka styków (typowych mikroukładów);
- specjalne - są lutowane przez niektóre typy komponentów radiowych.

Zanim zaczniesz lutować, powinieneś oczyścić żądło warstwy tlenku. Procedura ta jest wykonywana z drobnoziarnistego papieru ściernego lub aksamitnego pilnika, a także chemicznie: zanurzenie w kalafonii. Oczyszczone użądlenie podawane jest z lutem.
W razie potrzeby można lutować w punkcie za pomocą potężnej lutownicy. W tym celu na żądło nawinięty jest drut miedziany o średnicy 0, 5-1 mm, wykorzystujący swobodny koniec do ogrzania lutowia.
Części lutownicze
Lutowanie jest zawsze w kilku etapach. Najpierw przygotuj powierzchnię metalowego przewodnika:
- usuwanie warstwy tlenku, a następnie odtłuszczanie;
- konserwacja (nakładanie warstwy cyny na powierzchnię kontaktu).
Następnie możesz połączyć części.
Pamiętaj, aby wyczyścić zużyte przewody.
Warstwa tlenku jest usuwana za pomocą pilnika, papieru ściernego, ostrza noża. W przypadku elastycznych przewodów każdy drut jest przetwarzany.
Izolacja emaliowanego drutu jest usuwana przez pociągnięcie go po powierzchni rury PCV, do której jest dociskana gorącym żądłem.
Znakiem gotowości jest jednolicie błyszcząca powierzchnia bez pozostałości warstwy tlenku.
Są one zawsze lutowane z odtłuszczaniem, tj. przetrzyj powierzchnię niestrzępiącą się szmatką lub szmatką zwilżoną acetonem lub benzyną lakową.
Nowe przewody nie mają powłoki tlenkowej. Są one serwisowane natychmiast po usunięciu izolacji.
Przewód miedziany powinien być wyczerpany pod wpływem strumienia, a po podgrzaniu lutowie powinno pokryć metalową powierzchnię cienką warstwą. W obecności kulek nie zaleca się lutowania, drut umieszcza się pionowo, trzymając lutownicę od góry do dołu. Nadmiar stopionego lodu szybko wpływa do żądła.
Jeśli konieczne jest lutowanie aluminium, procedura usuwania i konserwacji jest łączona. Aby to zrobić, umieść drut pokryty kalafonią w papierze ściernym, podgrzej go z jednoczesnym obrotem.
Jakość strumienia niektórych gatunków zmniejsza się w przypadku długotrwałego przechowywania, a także pod wpływem wilgoci z powietrza. Dlatego takie topniki są lutowane z dodatkową kontrolą okresu trwałości.
Technika lutowania drutu lutowniczego
Lutowanie drutu odbywa się w następującej kolejności:
- Usuń izolację na długości 3-5 cm (na drutach o większej średnicy, długość odcinka, który ma zostać usunięty jest dłuższy).
- W razie potrzeby oczyścić i odtłuścić podłączone przewody.
- Tworzą ciasny skręt drutów.
- Przetworzyć wynikowy strumień splicingu.
- Zbierają lutowie na żądle i przylutowują twist, kontynuują ogrzewanie aż do pełnego rozrzutu; W razie potrzeby powtórz kilka razy. Lut powinien wypełniać wszystkie wgłębienia połączenia, jak pokazano na rysunku 6.
- Powstały splot izoluje się.

Lutowanie drutów aluminiowych ze sobą, jak również miedzią, nie ma fundamentalnych różnic, z wyjątkiem bardziej skomplikowanej procedury serwisowej.
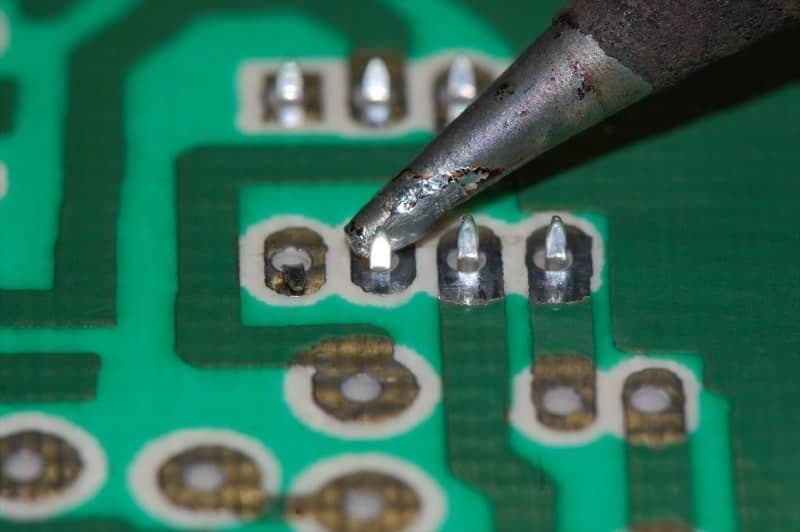
Stopniowa metoda lutowania komponentów radiowych do płyty
Zwykle elementy radiowe i fabryczne płytki drukowane mają styki i przewody pokryte cyną. Mogą być lutowane bez uprzedniej konserwacji. Płyty są konserwowane tylko wtedy, gdy są wykonane samodzielnie.
Procedura lutowania obejmuje następujące kroki:
- Pęsety wyginają szpilki pod żądanym kątem, a następnie są wkładane w otwory płyty.
- Napraw przedmiot za pomocą pęsety.
- Lutowanie jest zbierane na końcówce, zanurzone w kalafonii, umieszczane w punkcie połączenia wyjścia z płytką, jak pokazano na rysunku 7. Po ogrzaniu powierzchni lutowie przepływa do ścieżek płyty, element wyjściowy, styki mikroukładów, są równomiernie rozłożone na nich pod działaniem sił napięcia powierzchniowego .
- Część jest utrzymywana w pożądanej pozycji pęsetą, aż lut zestali się.
- Po zakończeniu lutowania należy przepłukać płytkę alkoholem i / lub acetonem.
- Dodatkowo kontroluj brak elementów zwarciowych płytki spowodowanych kroplami lutowia.
Gąbka pęsetowa dla lepszego zamocowania, wskazane jest naostrzenie lub użycie specjalnego narzędzia, jak pokazano na rysunku 8.
Nadmiar szpilek jest usuwany za pomocą bocznych obcinaków.

Na ponownie użytych płytach otwory montażowe są czyszczone z pozostałości lutowia drewnianą wykałaczką.
Podczas pracy wskazane jest przestrzeganie następujących zasad:
- żądło jest zorientowane równolegle do płaszczyzny deski;
- z powodu niebezpieczeństwa przegrzania elementów radiowych, a także zerwania ścieżek przewodzących prąd z powodu przegrzania płyty, lutują nie dłużej niż 2 sekundy;
- Zanim zestaw lutowniczy zostanie oczyszczony z tlenków.
Możliwe problemy z lutowaniem
W obecności pewnej szybko rozwiniętej umiejętności lutowanie zapewnia dobry kontakt. Kilka problemów można łatwo zidentyfikować wizualnie. Obejmują one:
- słabe ogrzewanie podłączonych komponentów lub tzw. lutowanie na zimno - lut nabiera charakterystycznego tępego koloru, mechaniczna wytrzymałość kontaktu spada, szybko się zapada;
- przegrzanie elementów - lut nie pokrywa w ogóle powierzchni, tj. połączenie jest praktycznie nieobecne;
- przesuwanie elementów, które mają być połączone, aż lut jest całkowicie utwardzony - widoczna jest ostra szczelina w warstwie stwardniałego lutowia, nie ma połączenia.
Eliminacja tych defektów odbywa się poprzez wielokrotne lutowanie.
Wniosek
Połączenie lutowane zapewnia wysoką jakość w połączeniu z możliwością adaptacji. Procedura jest prosta do wdrożenia (możesz nauczyć się lutować w ciągu kilku godzin), ale musisz ostrożnie wykonywać kilka kolejnych operacji, uważnie obserwując technologię pracy.
Możesz lutować poprawnie tylko wtedy, gdy masz narzędzie robocze.
Możliwe problemy z lutowaniem Lutowanie zawsze przy ścisłym przestrzeganiu przepisów bezpieczeństwa.