
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Efekty cieplne na ich poszczególnych częściach są często używane do łączenia konstrukcji metalowych. Ręczne i automatyczne spawanie łukiem elektrycznym jest jednym z najpopularniejszych tego typu prac.
Gatunki
Spawanie łukiem elektrycznym (GOST 5264-80) to proces łączenia metali, podczas którego temperatura łuku elektrycznego może osiągnąć 7000 stopni. Jest to unikalny rodzaj połączenia oddzielnych części konstrukcji, ponieważ w ten sposób można spawać wszystkie znane metale. Po zestaleniu w miejscu przyczepności tworzy się spoina. Służy do naprawy karoserii, gazu, wody i innych rur podczas prac produkcyjnych itp.
Łuk elektryczny topi elektrody metalowe i metalowe, po czym ciecz utworzona pod wpływem temperatury wypełnia lukę między dwoma półwyrobami.
Rodzaje spawania łukiem elektrycznym:
- Ręczny;
- Półautomatyczne;
- Automatycznie.
Główną różnicą między procesem jest zasada pracy. W trybie ręcznym wszystkie czynności związane z kombinacją metali są wykonywane ręcznie, z automatyczną - odpowiednio, wyłącznie przez spawarkę. Proces półautomatyczny jest łączony. Tutaj stosuje się elektrody do spawania metali.

Ponadto, w zależności od zastosowanego prądu, można przeprowadzić proces spawania łukiem elektrycznym:
- Zmienna;
- Stały. Z kolei takie spawanie technologiczne ma polaryzację bezpośrednią (elektrody ujemne) i odwrotną (dodatnią).
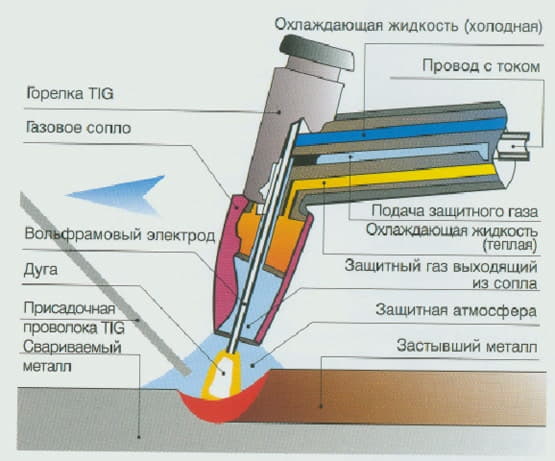
W zależności od wymaganego prądu można zastosować różne urządzenia i metody połączenia. Również spawacze, w zależności od rodzaju przetwarzania technologicznego, stosują różne elektrody: topiące się i nie topiące się. Topienie można stosować w dowolnym środowisku. Działają tworząc łuk pomiędzy metalem a elektrodą. W zależności od długości łączonych części, w miarę postępu spawania, elektroda przesuwa się do stawów. Stosowany do stali węglowej, związków glinu, miedzi itp.

W przypadku małych i cienkich związków stosuje się nietopliwe. Są one często używane do spawania rurociągów, metali ogniotrwałych i innych. Do takich celów wykorzystywane są elektrody wolframowe, grafit i węgiel.
Również spawanie łukiem elektrycznym jest klasyfikowane według rodzaju ochrony:
- W środowisku gazów ochronnych (GOST 14771-76). Jest to argon i węgiel;
- W środowisku żużli. Jest to proces efektów termicznych na związki metali pod topnikiem lub grubymi elektrodami. Proces ten jest popularny przy lutowaniu różnych rur o dużej średnicy;
- Z połączoną ochroną. Proces lutowania, w którym tryby są wytwarzane w środowisku gazowym z gęstymi topnikami.

Technologia spawania łukiem elektrycznym ma swoje zalety i wady. Zalety procesu:
- Dostępność sprzętu spawalniczego i dodatkowych elementów (topnik, elektrody). Kup falowniki mogą być w każdym sklepie elektrycznym. Średnia cena - od 30 USD za ręczny falownik i od 80 USD za półautomatyczne;
- Strefa wpływu ciepła ma bardzo mały wpływ na niespawalne powierzchnie metalowe. Jest to niezwykle ważne dla połączenia rur i cienkich walcowanych blach.
Metody spawania łukiem elektrycznym mają również pewne wady:
- Konieczne jest użycie specjalnego sprzętu. Spawanie łukiem elektrycznym odbywa się wyłącznie za pomocą specjalnych falowników i elektrod;
- Do spawania stali nierdzewnej (stali stopowej), aluminium, miedzi i innych topliwych metali wymagane jest czyszczenie połączonych elementów. Krawędzie są przygotowywane przed procesem obróbki cieplnej i po jego zakończeniu (tylko pod warunkiem całkowitego schłodzenia metalu).

Wideo: szkolenie spawania łukowego
Jak to jest
Aby prawidłowo spawać metal metodą spawania łukowego, należy ściśle przestrzegać instrukcji. Tylko w tych warunkach spoina będzie wystarczająco mocna i zgrabna.
Instrukcje krok po kroku:
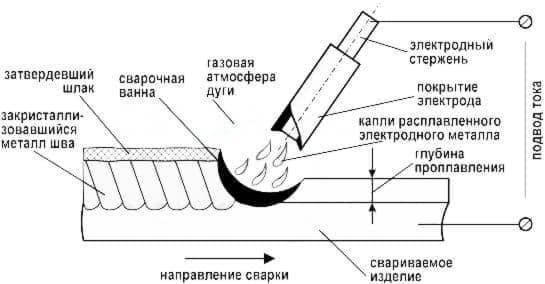
- Krawędzie półwyrobów są czyszczone i odtłuszczane, w razie potrzeby są cięte. Podgrzana elektroda jest do nich przymocowana. Koniec elektrody dzieli pewną część powierzchni spawanej części na jony i elektrony. W tej przestrzeni powstaje wyładowanie łukowe;

Zdjęcie - rozbiórki - Aby proces spawania był szybszy, a wynik bardziej niezawodny, na powierzchnię spawanego zbrojenia (elektrod) nakładane są różne substancje. Może to być wapń, potas, sód. Przyspieszają proces oddzielania metalu na cząstki;
- W zależności od rodzaju spawania, można to zrobić za pomocą otwartego łuku (przez stopienie niezabezpieczonego strumienia ukierunkowanych cząstek) i zamknąć. W pozycji otwartej zakupy metali są nasycone azotem, co negatywnie wpływa na jakość szwu. Aby zmniejszyć ten efekt, elektrody są pokryte warstwą metalu. Do produkcji korzystniejsze jest zastosowanie metody zamkniętej, w której miejsce spawania jest chronione przed tlenem;

Zdjęcie - niezbędne narzędzia - Po zakończeniu wszystkich procesów przygotowawczych należy zainstalować elektrodę w falowniku i kilka razy poprowadzić koniec pręta wzdłuż końców spawanych części - spowoduje to zapłon łuku. Urządzenia dobierane są w zależności od rodzaju wykonywanej pracy oraz w zależności od właściwości i właściwości metali. Po włączeniu urządzenia spawalniczego konieczne jest ustawienie prądu na wymaganym poziomie, a gdy system rozgrzeje się, należy założyć sprzęt bezpieczeństwa;

Ochrona zdjęć - Różne urządzenia mają różne tryby spawania, ale wszystkie nowoczesne urządzenia są wykonane w taki sposób, że nie pozwalają elektrodom się trzymać. Dlatego próba utrzymania pręta na pewnym poziomie od powierzchni nie jest konieczna;
- Schemat spawania: aby podtrzymywać elektrodę na powierzchni spawanych części i delikatnie powoli prowadzić wzdłuż szczeliny. Łazienka zostanie wypełniona ciekłym metalem, który po zestaleniu tworzy silne połączenie. Aby dokładnie obliczyć moc, prąd i czas trwania łuku, konieczne jest wykorzystanie mapy operacyjnej procesu technologicznego;
- Szwy pionowe są spawane w krótkim łuku. Kąt kontaktu między elektrodą a spawaną powierzchnią musi być prosty, dopuszczalne jest odchylenie o 10 stopni. Aby uniknąć stopienia metalu w jednym punkcie, można użyć jodły, techniki trójkątnej lub wielowarstwowego przejścia przez cienki łuk. Każda technika ma swoje własne cechy, więc odpowiednia metoda jest wybierana w zależności od potrzeb i poziomu szkolenia.

Po zakończeniu naprawy należy zamocować płyty w określonym położeniu, aż łazienka i szew zostaną całkowicie utwardzone.